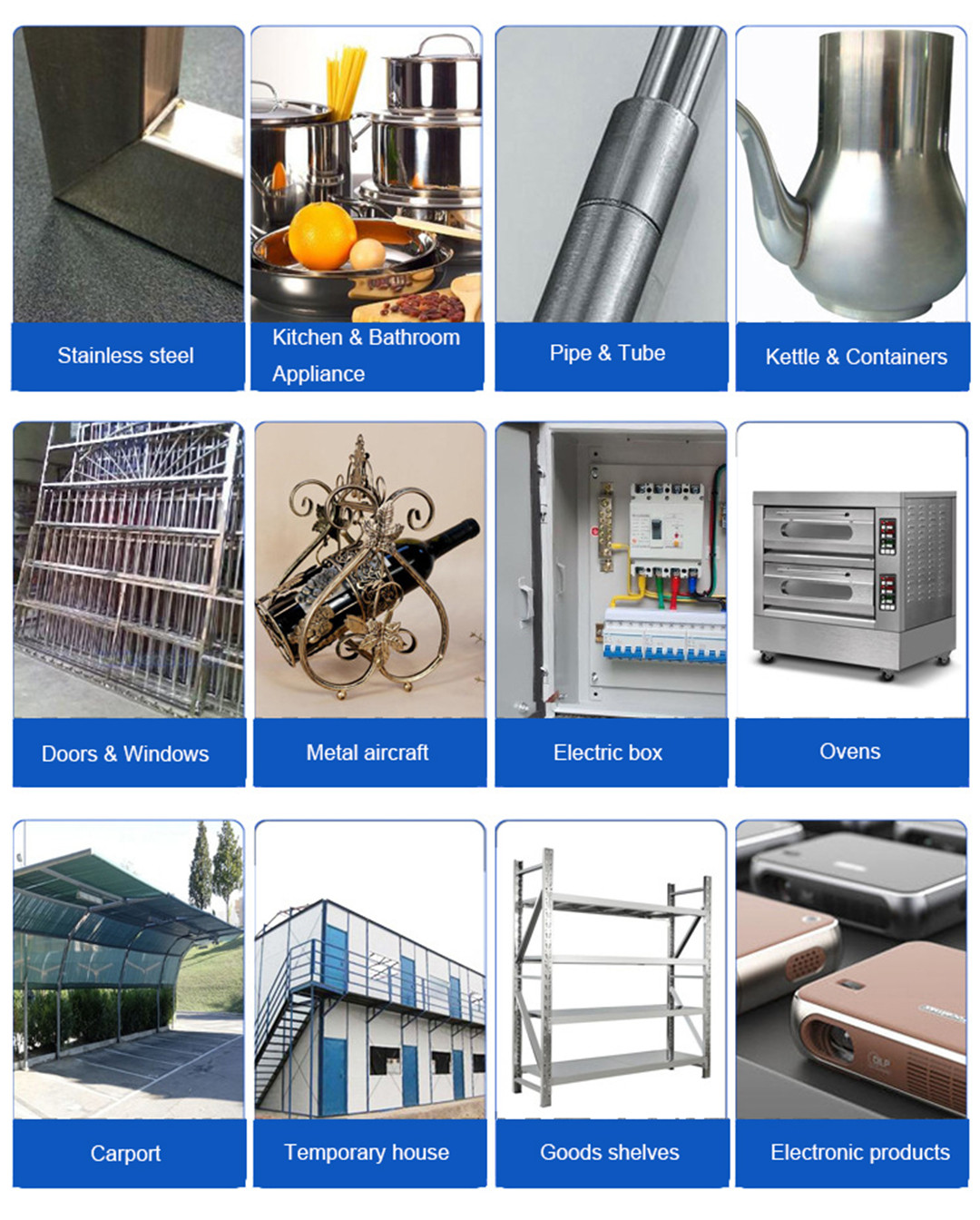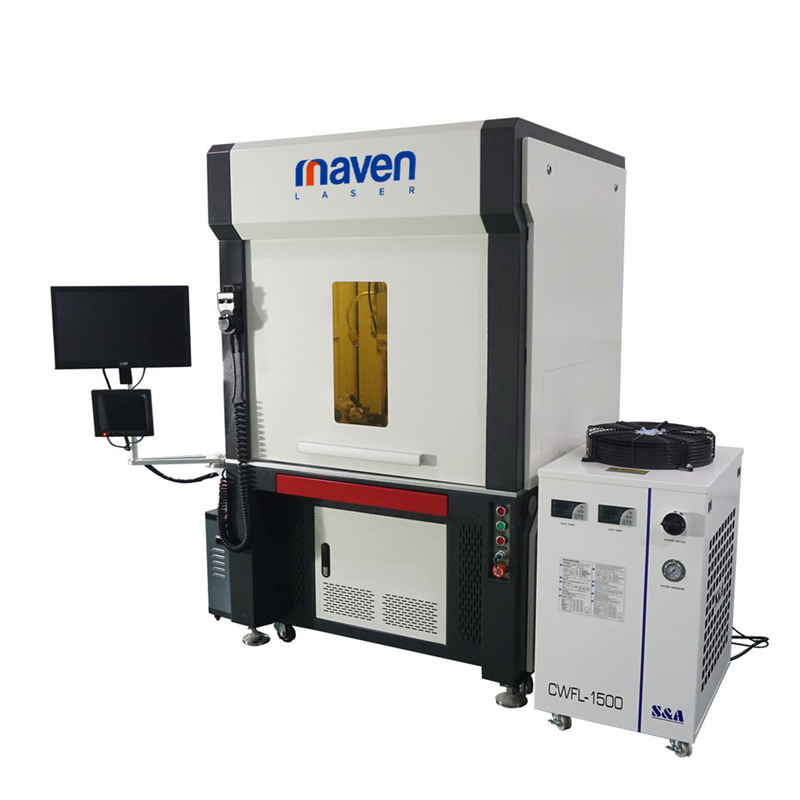







안전한 폐쇄형 자동 플랫폼 레이저 용접기
일반적으로 용접 호스트와 용접 테이블로 구성되며 광섬유에 결합된 레이저 빔은 장거리 전송 후 공작물에 평행한 빛 초점으로 처리되어 연속 용접을 구현하며 빛의 연속성으로 인해 용접 효과가 견고하고 미세합니다. 그리고 아름다운 용접 솔기. 다양한 산업 및 다양한 요구에 따라 기계는 생산 현장에 따라 모양 및 테이블과 일치하여 자동 작업을 달성하고 다양한 고객의 요구를 완벽하게 충족할 수 있습니다. 맞대기 용접, 스택 용접, 공작물에 대한 씰 용접, 빠른 속도 가능 , 재료 용접의 01mm-5mm 두께를 충족할 수 있음 고전력 가스 보호, 장시간 작업 가능 레이저 빔 에너지 조정 가능, 이동 속도 조정 가능, 다양한 용접 처리 가능 레이저 용접은 고도로 자동화되어 컴퓨터로 제어 가능, 빠른 용접 속도와 복잡한 형상에도 쉽게 접근 가능
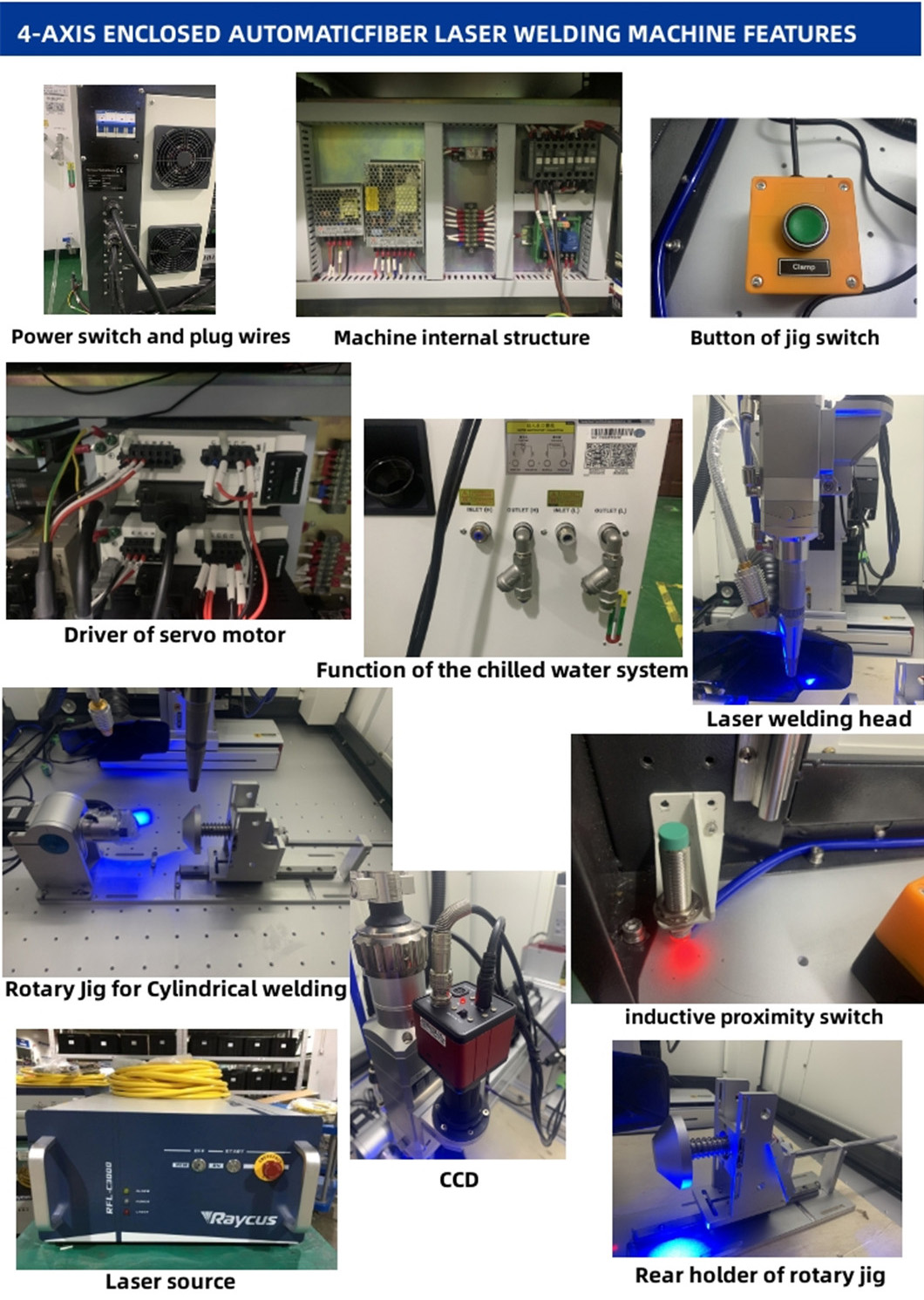
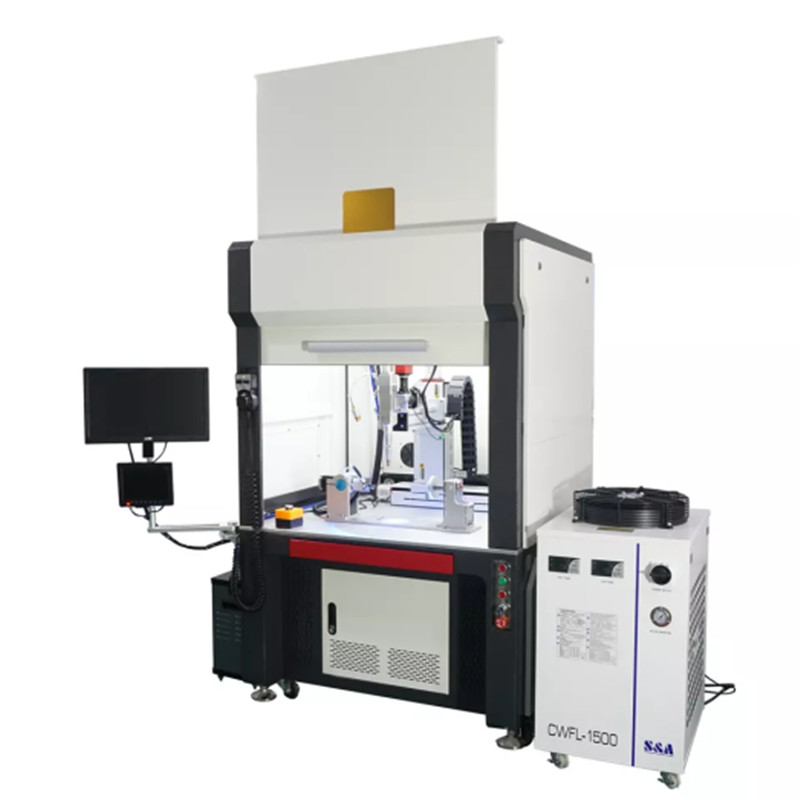
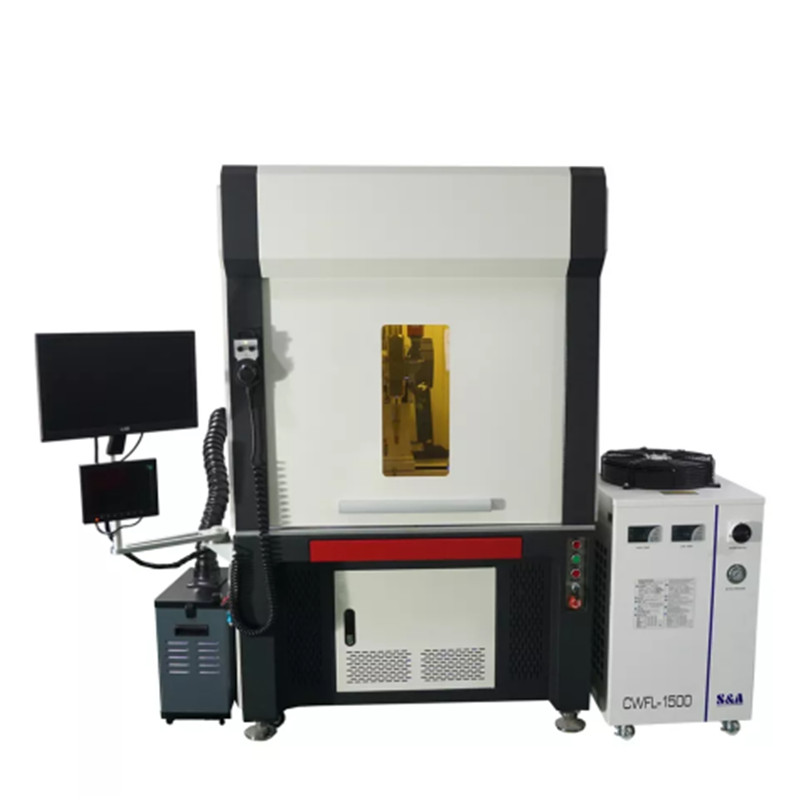
기계 구성 요소를 보면 당사의 4축 밀폐형 자동 파이버 레이저 용접기에는 전원 스위치 및 플러그 와이어, 지그 스위치 버튼, 서보 모터 다이버, 냉각수 시스템 기능, 원통형 용접용 로터리 지그, 레이저 소스, CCD 스크린, 후면이 포함됩니다. 로터리 지그, 유도 근접 스위치 및 레이저 용접 헤드 홀더
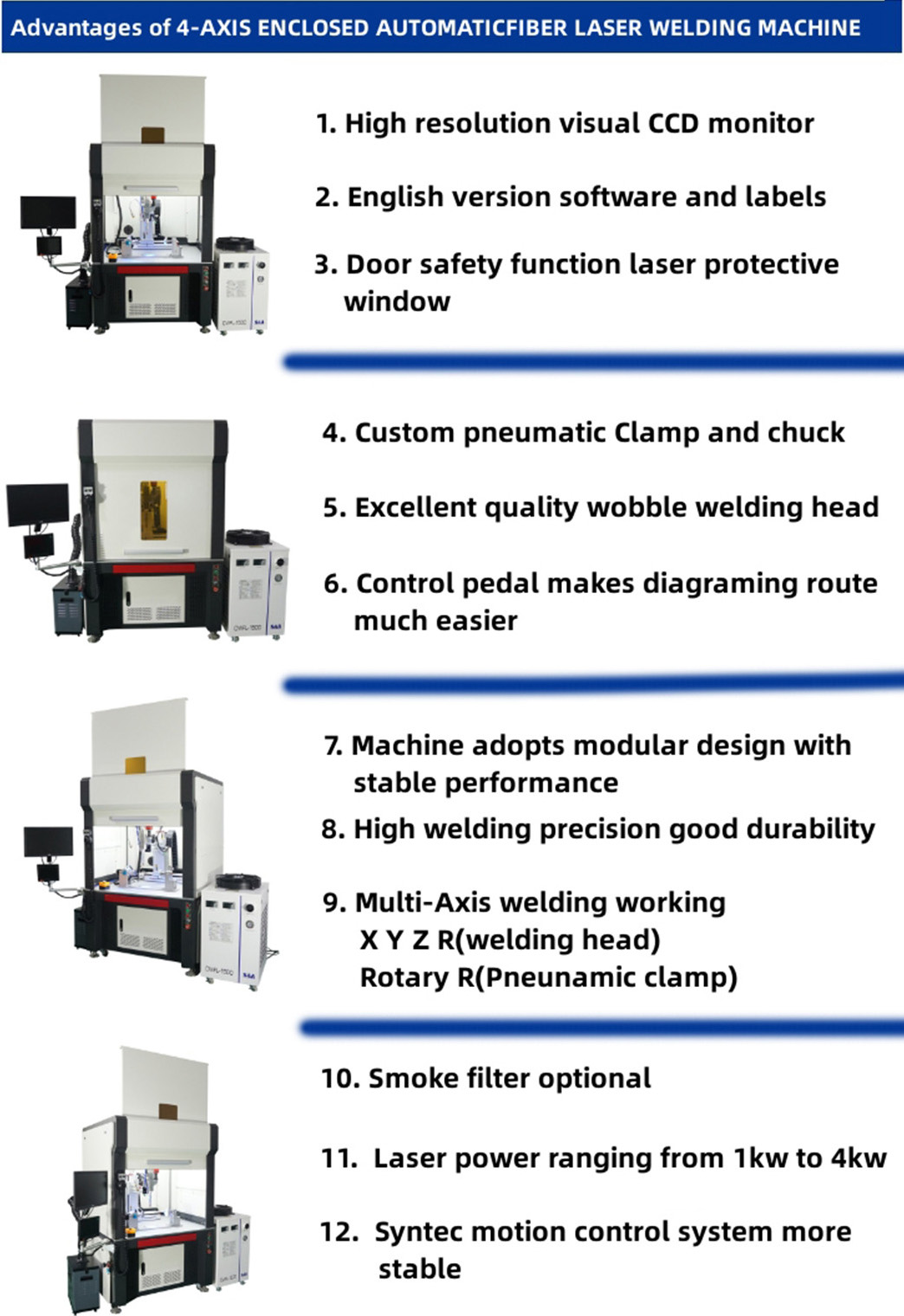

- 고해상도 비주얼 CCD 모니터
- 영어 버전 소프트웨어 및 라벨
- 도어 안전 기능 레이저 보호창
- 맞춤형 공압 클램프 및 척
- 우수한 품질의 워블 용접 헤드
- 컨트롤 페달을 사용하면 경로 다이어그램 작성이 훨씬 쉬워집니다.

- 기계는 안정적인 성능을 갖춘 모듈식 설계를 채택합니다.
- 용접 정밀도가 높고 내구성이 좋음
- 다축용접작업 XYZR(용접헤드) 로터리R(공압클램프)
연기 필터 선택 사항
1KW에서 4KW까지의 레이저 출력
Syntec 모션 제어 시스템이 더욱 안정적입니다.

파이버 레이저 용접의 원리
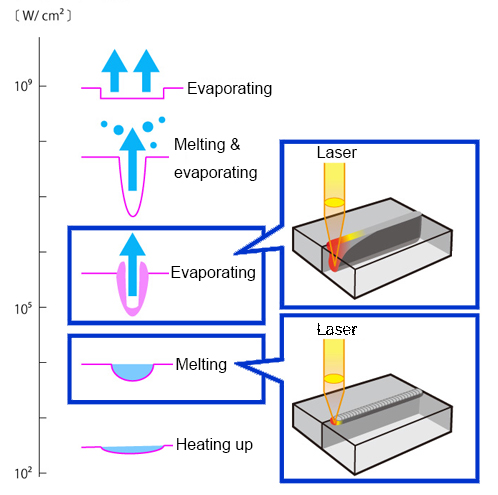
레이저 빔의 밀도가 다르면 레이저 용접 유형도 달라집니다.
재질: 알루미늄/스테인레스 스틸/탄소
반사와 그 자체의 번영으로 인해 레이저 용접 매개변수가 달라집니다.
간격 너비: 일반적으로 간격 너비는 0.5mm 미만이어야 합니다. 값 범위가 0.5mm~1.0mm인 경우 와이어 공급 장치가 필요합니다.
용융 깊이: 일반적으로 3.0mm 미만이며, 두꺼운 재료의 경우 양면 레이저 용접이 권장됩니다.
작업자 자격 : 사용자 친화적이고 쉬움
작동합니다.
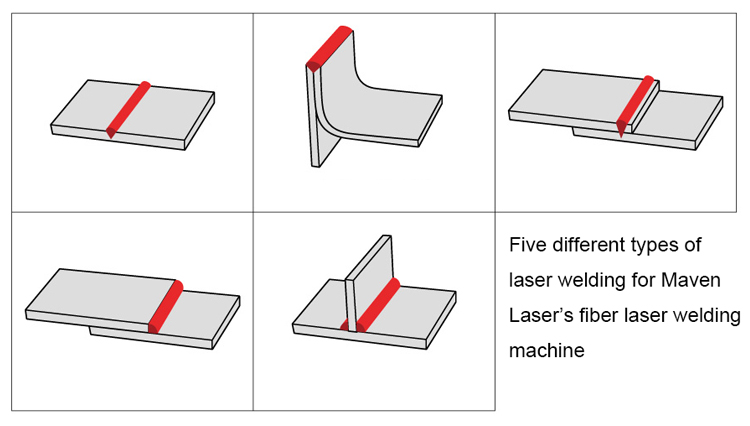
특징 및 레이저 용접 유형
수요가 많은 용접. 에너지 밀도가 높고 열 효과가 부분적으로 작아 열에 의한 변형을 낮게 유지할 수 있습니다.
파이버 레이저 소스의 전송이 용이하여 생산성 향상 가능
비접촉식, 유연성이 뛰어난 용접이 가능
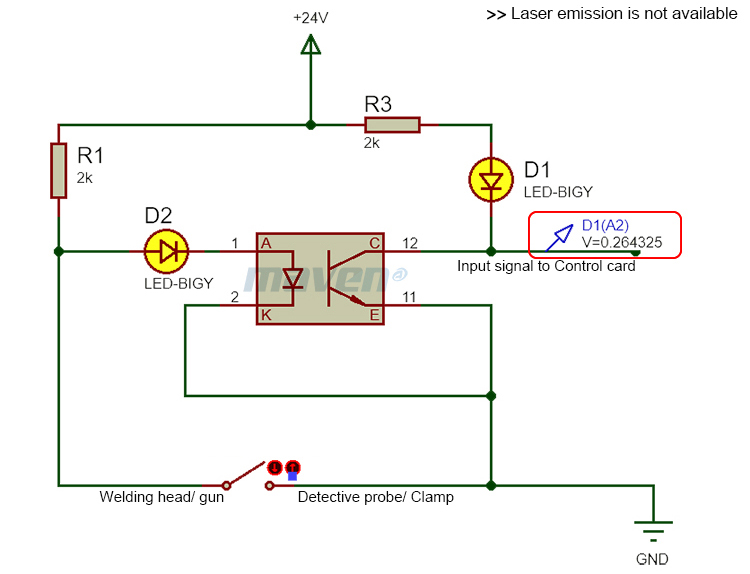
레이저 방출을 사용할 수 없음
1. 용접 헤드는 직접 여부에 관계없이 탐정 프로브와 연결되지 않습니다.
2. VDC 입력 신호는 DC0V 입니다.
레이저 촬영 불가
자동 레이저 용접 시스템에는 유사한 레이저 사용 안전 보호 규칙이 있습니다.
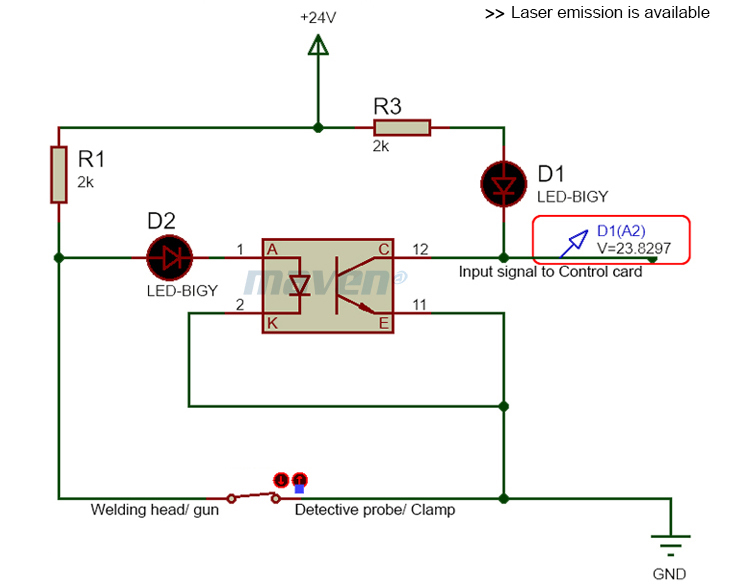
레이저 방출의 가용성
상태
1. 용접 헤드는 직접 여부에 관계없이 탐정 프로브와 연결됩니다.
2. VDC 입력 신호는 DC24V입니다.
결과
레이저 촬영 가능
주목:
자동 레이저 용접 시스템에는 유사한 레이저 사용 안전 보호 규칙이 있습니다.
| 용법 | 산업 용접 |
| 치수 | 1200*1130*1650mm |
| 레이저 소스 브랜드 | 맥스, JPT, 레이커스 |
| 서보 모터 브랜드 | 파나소닉 |
| 적용 산업 | 호텔, 의류 매장, 건축자재 매장 |
| 용접 모드 | CW/펄스 |
| 용접 갭 요구 사항 | < 1mm |
| 입력 전원 | 교류 380V |
| 4축 | XYZR(용접헤드) R(공압클램프) |
| 최대. 출력 전력 | 4000W |
| 파장 | 1064nm |
| 제어 시스템 브랜드 | Syntec 또는 자체 개발 |
| 보증 | 1.5년 |
| 전력 조정 범위 | 10%-100% |
| 용접 두께 | 0.2-6mm |
| 차갑게 | 물 냉각 |
| 기계의 힘 | ≤5000W |
| 섬유 길이 | 10m 또는 지정 |
| 재료 | 보호가스 | 두께(mm) | 500W | 1000W | 1500W |
| 알류미늄 | N2/Ar | 1 | √ | √ | |
| 1.2 | √ | √ | |||
| 1.5 | √ | √ | |||
| 2 | √ | √ | |||
| 2.5 | √ | ||||
| 스테인레스 스틸 | N2/Ar | 0.5 | √ | √ | √ |
| 0.8 | √ | √ | √ | ||
| 1 | √ | √ | √ | ||
| 1.2 | √ | √ | √ | ||
| 1.5 | √ | √ | √ | ||
| 2 | √ | √ | |||
| 2.5 | √ | √ | |||
| 3 | √ | ||||
| 탄소강 | N2/Ar | 0.5 | √ | √ | √ |
| 0.8 | √ | √ | √ | ||
| 1 | √ | √ | √ | ||
| 1.2 | √ | √ | √ | ||
| 1.5 | √ | √ | √ | ||
| 2 | √ | √ | |||
| 2.5 | √ | √ | |||
| 3 | √ | ||||
| 아연 도금 시트 | N2/Ar | 0.5 | √ | √ | √ |
| 0.8 | √ | √ | √ | ||
| 1 | √ | √ | √ | ||
| 1.2 | √ | √ | √ | ||
| 1.5 | √ | √ | |||
| 2 | √ | √ | |||
| 2.5 | √ |